Combining local deployment, customised development and the deep integration of smart planning and automation, this system is a high-level smart factory solution designed to empower large-scale enterprises. It helps businesses establish holistic interaction between automation and information technology, increase efficiency by planning and matching factory-level resources, enhance effectiveness, eliminate bottlenecks, and make smart decisions. Through its proprietary industrial gateway, edge computing devices, industrial applications, back-end cloud computing, artificial intelligence engine and big data algorithms, the system provides comprehensive support to businesses in areas such as equipment status, production planning, process control, quality traceability, lifecycle management, energy consumption data collection, decision analysis and management output.

Single-input, single-output driver, interactive intelligent planning; continuous task processing, digital feedback on execution progress, directing real-time point-to-point flow planning for automated equipment; joint research with Alibaba DAMO Academy on industry-specific algorithms.

Edge computing and wide-spectrum measurement hardware; Blob Analysis dual-processing and analysis capabilities; system AI engine module guiding machine vision perception; tireless quality control and identification system; joint research on smart vision with the Guoqian team.

Implementation of the production plan drives dynamic warehouse management; WMS feedback enables real-time production progress; interactive data drives automated transport; unmanned operations and unmanned container handling system.

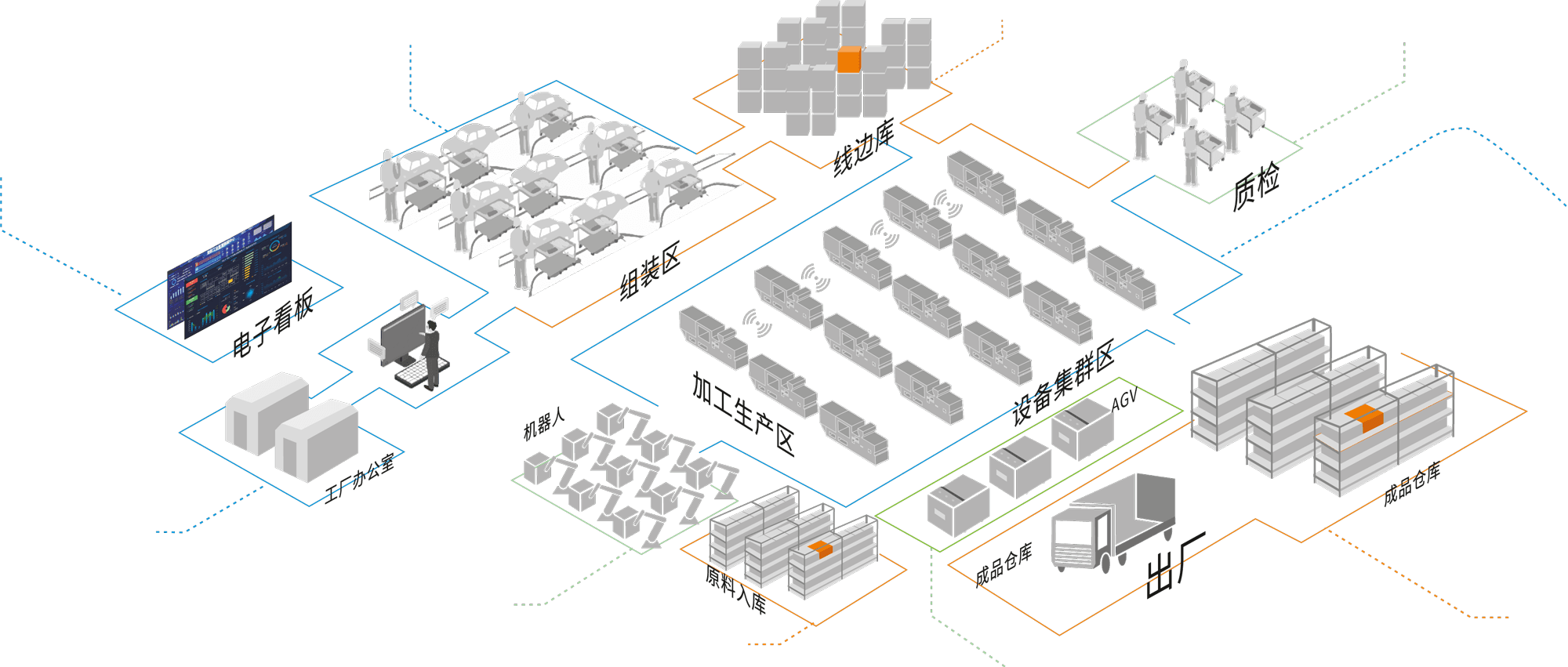
The MES+ system directs AGVs in raw material collection; production execution process data directs the flow of semi-finished products; flexible robots and visual sensing work together for final product packaging; WMS warehouse data guides AGV planning for finished product storage; and the container AGV unmanned loading system ensures precise dispatch.

Visual automatic meter reading technology for oil, natural gas, water and electricity; no need for power cuts, gas cuts, water cuts or oil cuts; wireless data collection and transmission; real-time data collection, real-time analysis, energy savings and emission reduction; developed in collaboration with a technical team from the University of Munich.

Wireless connectivity and MES+ collaborative planning; freeing up low-value-added labour; reducing repetitive tasks and workplace accidents; improving product quality consistency; safe and reliable, maximising productivity.

Comprehensive information management and control across multiple locations and sites; big data traceability and tracking across multiple workshops within sites; data visualisation and analysis across multiple systems within workshops; monitoring and progressive reminders for key indicators across various departments; management and control via data chains for smart decision-making.

Real-time equipment status monitoring and transparent production processes; digital quality trends and traceable fluctuation tracking; multi-dimensional management outputs categorised by equipment, time, cause and management level, meeting personalised analysis needs.

Real-time monitoring of equipment operation, feedback on on-site inspection data, analysis and comparison of operational efficiency, and real-time alerts and notifications for alarms and abnormal conditions.